
Recipiente a presión

A buque de presión es un contenedor diseñado para contener gases o líquidos a una presión sustancialmente diferente de la presión ambiental.
Se pueden elegir métodos y materiales de construcción que se adapten a la aplicación de presión y dependerán del tamaño del recipiente, el contenido, la presión de trabajo, las limitaciones de masa y la cantidad de elementos necesarios.
Los recipientes a presión pueden ser peligrosos y se han producido accidentes mortales en la historia de su desarrollo y funcionamiento. En consecuencia, el diseño, la fabricación y el funcionamiento de los recipientes a presión están regulados por autoridades de ingeniería respaldadas por la legislación. Por estas razones, la definición de recipiente a presión varía de un país a otro.
El diseño implica parámetros como la presión y temperatura de funcionamiento máximas y seguras, el factor de seguridad, el margen de corrosión y la temperatura mínima de diseño (para fracturas frágiles). La construcción se prueba mediante pruebas no destructivas, como pruebas ultrasónicas, radiografías y pruebas de presión. Las pruebas de presión hidrostática suelen utilizar agua, pero las pruebas neumáticas utilizan aire u otro gas. Se prefiere la prueba hidrostática porque es un método más seguro, ya que se libera mucha menos energía si se produce una fractura durante la prueba (el agua no aumenta mucho su volumen cuando se produce una despresurización rápida, a diferencia de los gases, que se expanden explosivamente). Los productos de producción en masa o por lotes a menudo tendrán una muestra representativa analizada hasta su destrucción en condiciones controladas para garantizar la calidad. Se podrán instalar dispositivos de alivio de presión si se mejora suficientemente la seguridad general del sistema.
En la mayoría de los países, los recipientes que superan un cierto tamaño y presión deben construirse según un código formal. En los Estados Unidos, ese código es el Código ASME para calderas y recipientes a presión (BPVC). En Europa el código es la Directiva sobre equipos a presión. La información contenida en esta página es mayoritariamente válida únicamente en ASME. Estos recipientes también requieren que un inspector autorizado apruebe cada nuevo recipiente construido y cada recipiente tiene una placa de identificación con información pertinente sobre el recipiente, como la presión de trabajo máxima permitida, la temperatura máxima, la temperatura mínima del metal de diseño, qué empresa lo fabricó, la fecha. , su número de registro (a través de la Junta Nacional) y el sello oficial de la Sociedad Estadounidense de Ingenieros Mecánicos para recipientes a presión (sello U). La placa de identificación hace que la embarcación sea rastreable y oficialmente una embarcación con código ASME.
Una aplicación especial son los recipientes a presión para ocupación humana, para los cuales se aplican normas de seguridad más estrictas.
Historia

El primer diseño documentado de recipientes a presión se describió en 1495 en el libro de Leonardo da Vinci, el Códice Madrid I, en el que se teorizaba que los recipientes de aire presurizado podían levantar pesos pesados bajo el agua. Sin embargo, no aparecieron embarcaciones parecidas a las que se utilizan hoy en día hasta el siglo XIX, cuando se generaba vapor en calderas que contribuyeron a impulsar la revolución industrial. Sin embargo, debido a la mala calidad de los materiales y las técnicas de fabricación, junto con un conocimiento inadecuado del diseño, operación y mantenimiento, se produjo un gran número de explosiones dañinas y a menudo mortales asociadas con estas calderas y recipientes a presión, y casi a diario se produce una muerte en los Estados Unidos. Estados. Las provincias y estados locales de EE. UU. comenzaron a promulgar reglas para la construcción de estas embarcaciones después de que ocurrieran fallas particularmente devastadoras que mataron a docenas de personas a la vez, lo que dificultó a los fabricantes mantenerse al día con las diversas reglas de un lugar a otro. El primer código de recipientes a presión se desarrolló a partir de 1911 y se publicó en 1914, iniciando el Código ASME para calderas y recipientes a presión (BPVC). En un esfuerzo inicial por diseñar un tanque capaz de soportar presiones de hasta 10.000 psi (69 MPa), en 1919 se desarrolló un tanque de 6 pulgadas (150 mm) de diámetro que estaba enrollado en espiral con dos capas de alambre de acero de alta resistencia a la tracción para evitan la rotura de las paredes laterales y las tapas de los extremos están reforzadas longitudinalmente con varillas longitudinales de alta resistencia. La necesidad de recipientes de alta presión y temperatura para refinerías de petróleo y plantas químicas dio lugar a recipientes unidos con soldadura en lugar de remaches (que no eran adecuados para las presiones y temperaturas requeridas) y en los años 1920 y 1930 el BPVC incluyó la soldadura como un medio aceptable de construcción; La soldadura es el principal medio para unir recipientes metálicos en la actualidad.
Ha habido muchos avances en el campo de la ingeniería de recipientes a presión, como exámenes no destructivos avanzados, pruebas ultrasónicas en fase y radiografía, nuevos grados de materiales con mayor resistencia a la corrosión y materiales más resistentes, y nuevas formas de unir materiales como la explosión. soldadura, soldadura por fricción y agitación, teorías avanzadas y medios para evaluar con mayor precisión las tensiones encontradas en los recipientes, como con el uso del análisis de elementos finitos, lo que permite construir los recipientes de manera más segura y eficiente. Hoy en día, los buques en los EE. UU. requieren el estampado BPVC, pero el BPVC no es solo un código nacional; muchos otros países han adoptado el BPVC como su código oficial. Sin embargo, existen otros códigos oficiales en algunos países, como Japón, Australia, Canadá, Gran Bretaña y Europa. Independientemente del país, casi todos reconocen los peligros potenciales inherentes a los recipientes a presión y la necesidad de normas y códigos que regulen su diseño y construcción.
Características
Forma
En teoría, los recipientes a presión pueden tener casi cualquier forma, pero generalmente se emplean formas hechas de secciones de esferas, cilindros y conos. Un diseño común es un cilindro con tapas en los extremos llamadas cabezas. La forma de la cabeza suele ser hemisférica o abombada (torisférica). Históricamente, las formas más complicadas han sido mucho más difíciles de analizar para un funcionamiento seguro y, por lo general, son mucho más difíciles de construir.
 Contenedor de gas esférico.
Contenedor de gas esférico. Vaso de presión cilíndrica.
Vaso de presión cilíndrica. Imagen de la parte inferior de un spray de aerosol.
Imagen de la parte inferior de un spray de aerosol. Extinguisher con recipiente redondeado de presión rectángulo
Extinguisher con recipiente redondeado de presión rectángulo



En teoría, un recipiente a presión esférico tiene aproximadamente el doble de resistencia que un recipiente a presión cilíndrico con el mismo espesor de pared y tiene la forma ideal para mantener la presión interna. Sin embargo, una forma esférica es difícil de fabricar y, por lo tanto, más costosa, por lo que la mayoría de los recipientes a presión son cilíndricos con cabezas semielípticas 2:1 o tapas en cada extremo. Los recipientes a presión más pequeños se ensamblan a partir de una tubería y dos tapas. Para recipientes cilíndricos con un diámetro de hasta 600 mm (NPS de 24 pulgadas), es posible utilizar tubos sin costura para el armazón, evitando así muchos problemas de inspección y prueba, principalmente el examen no destructivo por radiografía de la costura larga, si es necesario. Una desventaja de estos recipientes es que los diámetros mayores son más caros, de modo que, por ejemplo, la forma más económica de un recipiente a presión de 1000 litros (35 pies cúbicos) y 250 bares (3600 psi) podría tener un diámetro de 91,44 centímetros (36 pulgadas). y una longitud de 1,7018 metros (67 pulgadas), incluidas las tapas de los extremos abovedadas semielípticas 2:1.
Materiales de construcción

Muchos recipientes a presión están hechos de acero. Para fabricar un recipiente a presión cilíndrico o esférico, habría que soldar entre sí piezas laminadas y posiblemente forjadas. Algunas propiedades mecánicas del acero, obtenidas mediante laminado o forjado, podrían verse afectadas negativamente por la soldadura, a menos que se tomen precauciones especiales. Además de una resistencia mecánica adecuada, las normas actuales exigen el uso de acero con una alta resistencia al impacto, especialmente para recipientes utilizados a bajas temperaturas. En aplicaciones donde el acero al carbono podría sufrir corrosión, también se debe utilizar un material especial resistente a la corrosión.
Algunos recipientes a presión están hechos de materiales compuestos, como un compuesto enrollado con filamentos que utiliza fibra de carbono sujeta con un polímero. Debido a la altísima resistencia a la tracción de la fibra de carbono, estos recipientes pueden ser muy ligeros, pero mucho más difíciles de fabricar. El material compuesto puede enrollarse alrededor de un revestimiento metálico, formando un recipiente a presión envuelto en material compuesto.
Otros materiales muy comunes incluyen polímeros como el PET en envases de bebidas carbonatadas y el cobre en plomería.
Los recipientes a presión pueden estar revestidos con varios metales, cerámicas o polímeros para evitar fugas y proteger la estructura del recipiente del medio contenido. Este revestimiento también puede soportar una parte importante de la carga de presión.
Los recipientes a presión también pueden construirse con hormigón (PCV) u otros materiales que tengan poca tensión. El cableado, enrollado alrededor del recipiente o dentro de la pared o del propio recipiente, proporciona la tensión necesaria para resistir la presión interna. Una "membrana delgada de acero a prueba de fugas" recubre la pared interna del vaso. Estos recipientes pueden ensamblarse a partir de piezas modulares y, por lo tanto, "no tienen limitaciones de tamaño inherentes". También existe un alto orden de redundancia gracias a la gran cantidad de cables individuales que resisten la presión interna.
Los recipientes muy pequeños que se utilizan para fabricar encendedores de cigarrillos que funcionan con butano líquido están sujetos a una presión de aproximadamente 2 bares, dependiendo de la temperatura ambiente. Estos vasos suelen tener una sección transversal ovalada (1 x 2 cm... 1,3 x 2,5 cm), pero a veces circular. Las versiones ovaladas generalmente incluyen uno o dos puntales de tensión internos que parecen deflectores pero que también brindan resistencia adicional al cilindro.
Presión de trabajo
Los típicos cilindros cilíndricos circulares de alta presión para gases permanentes (que no se licuan a la presión de almacenamiento, como aire, oxígeno, nitrógeno, hidrógeno, argón, helio) se han fabricado mediante forjado en caliente presionando y laminando para obtener un Recipiente de acero sin costura.
La presión de trabajo de los cilindros para uso en la industria, artesanía especializada, buceo y medicina tenía una presión de trabajo estandarizada (WP) de sólo 150 bares (2200 psi) en Europa hasta aproximadamente 1950. Desde aproximadamente 1975 hasta ahora, la presión estándar es 200 bares (2900 psi). Los bomberos necesitan cilindros delgados y livianos para moverse en espacios reducidos; desde aproximadamente 1995 se utilizaron cilindros para 300 bares (4400 psi) WP (primero en acero puro).
La demanda de peso reducido llevó a diferentes generaciones de cilindros compuestos (fibra y matriz, sobre un revestimiento) que se dañan más fácilmente con un golpe desde el exterior. Por lo tanto, los cilindros compuestos generalmente se construyen para 300 bares (4400 psi).
La presión de prueba hidráulica (llena de agua) suele ser un 50% mayor que la presión de trabajo.
Rosca del recipiente
Hasta 1990, los cilindros de alta presión se producían con roscas cónicas (cónicas). Dos tipos de roscas han dominado los cilindros totalmente metálicos en uso industrial de 0,2 a 50 litros (0,0071 a 1,7657 pies cúbicos) de volumen. Rosca cónica (17E), con rosca derecha de 12% de conicidad, forma Whitworth estándar de 55° con un paso de 14 hilos por pulgada (5,5 hilos por cm) y un diámetro de paso en la rosca superior del cilindro de 18,036 milímetros (0,71 pulgadas). ). Estas conexiones se sellan con cinta roscada y se aprietan entre 120 y 150 newton-metro (89 y 111 lbf⋅ft) en cilindros de acero, y entre 75 y 140 N⋅m (55 y 103 lbf⋅ft) en cilindros de aluminio. Para atornillar la válvula, se necesita un par alto de normalmente 200 N⋅m (150 lbf⋅ft) para la rosca cónica más grande 25E y 100 N⋅m (74 lbf⋅ft) para la rosca más pequeña 17E. Hasta aproximadamente 1950, el cáñamo se utilizaba como sellador. Posteriormente se utilizó una fina lámina de plomo prensada sobre un sombrero con un agujero en la parte superior. Desde 2005, se utiliza cinta de PTFE para evitar el uso de plomo.
Una rosca cónica proporciona un montaje sencillo, pero requiere un alto par de torsión para la conexión y genera altas fuerzas radiales en el cuello del vaso. Todos los cilindros fabricados para una presión de trabajo de 300 bar (4400 psi), todos los cilindros de buceo y todos los cilindros compuestos utilizan roscas paralelas.
Las roscas paralelas se fabrican según varios estándares:
- Hilos paralelos M25x2 ISO, sellados por anillo O y torcados a 100 a 130 N⋅m (74 a 96 lbf⋅ft) sobre acero, y 95 a 130 N⋅m (70 a 96 lbf⋅ft) sobre cilindros de aluminio;
- M18x1.5 hilo paralelo, sellado por un O-ring, y torcado a 100 a 130 N⋅m (74 a 96 lbf⋅ft) sobre cilindros de acero, y 85 a 100 N⋅m (63 a 74 lbf⋅ft) sobre cilindros de aluminio;
- 3/4"x14 hilo paralelo BSP, que tiene un 55° Forma de hilo Whitworth, un diámetro de 25.279 milímetros (0.9952 en) y un tono de 14 hilos por pulgada (1.814 mm);
- 3/4"x14 NGS (NPSM) hilo paralelo, sellado por un O-ring, torqued a 40 a 50 N⋅m (30 a 37 lbf⋅ft) sobre cilindros de aluminio, que tiene una forma de hilo de 60°, un diámetro de lanzamiento de 0.9820 a 0.9873 en (24.94 a 25.08 mm), y un tono de 14 hilos por pulgada (5,5 hilos por cm);
- 3/4"x16 UNF, sellada por un O-ring, torqued a 40 a 50 N⋅m (30 a 37 lbf⋅ft) sobre cilindros de aluminio.
- 7/8"x14 UNF, sellada por un anillo O.
Los 3/4"NGS y 3/4"BSP son muy similares, tienen el mismo paso y un diámetro de paso que solo difiere en aproximadamente 0,2 mm (0,008 in), pero no son compatibles, ya que las formas del hilo son diferentes.
Todas las válvulas de rosca paralela están selladas usando una junta tórica de elastómero en la parte superior de la rosca del cuello que sella en un chaflán o escalón en el cuello del cilindro y contra la brida de la válvula.
Desarrollo de vasos compuestos
Para clasificar los diferentes principios estructurales de los cilindros, se definen 4 tipos.
- Tipo 1 – Metal completo: Cilindro está hecho completamente de metal.
- Tipo 2 – Envoltura de aro: Cilindro de metal, reforzado por una envoltura de aro con resina reforzado con fibra.
- Tipo 3 – Totalmente envuelto, sobre revestimiento de metal: Las fibras envueltas diagonalmente forman la cáscara de carga en la sección cilíndrica y en la parte inferior y el hombro alrededor del cuello metálico. El revestimiento de metal es delgado y proporciona la barrera hermética del gas.
- Tipo 4 – Totalmente envuelto, sobre revestimiento no metálico: Un litro termoplástico ligero proporciona la barrera hermética del gas, y el mandril para envolver fibras y matriz de resina alrededor. Sólo el cuello que lleva el hilo del cuello y su ancla al revestimiento está hecho de metal, que puede ser aluminio ligero o acero inoxidable resistente.
Los cilindros de tipo 2 y 3 se fabrican desde aproximadamente 1995. Los cilindros de tipo 4 están disponibles comercialmente al menos desde 2016.
Funciones de seguridad
Fuga antes de estallar
La fuga antes de estallar describe un recipiente a presión diseñado de manera que una grieta en el recipiente crezca a través de la pared, permitiendo que el fluido contenido escape y reduzca la presión, antes de crecer tanto como para causar una fractura a la presión de operación.
Muchas normas para recipientes a presión, incluido el Código ASME para calderas y recipientes a presión y la norma para recipientes a presión metálicos AIAA, requieren que los diseños de los recipientes a presión tengan fugas antes de estallar, o requieren que los recipientes a presión cumplan con requisitos más estrictos de fatiga y fractura si No se ha demostrado que haya fugas antes de estallar.
Válvulas de seguridad

Como el recipiente de presión está diseñado para una presión, normalmente hay una válvula de seguridad o válvula de alivio para asegurar que esta presión no se exceda en funcionamiento.
Funciones de mantenimiento
Cierres de recipientes a presión
Los cierres de recipientes a presión son estructuras de retención de presión diseñadas para proporcionar un acceso rápido a tuberías, recipientes a presión, trampas para cerdos, filtros y sistemas de filtración. Normalmente, los cierres de recipientes a presión permiten el acceso del personal de mantenimiento. Una forma de orificio de acceso comúnmente utilizada es la elíptica, que permite pasar el cierre a través de la abertura y girarlo a la posición de trabajo, y se mantiene en su lugar mediante una barra en el exterior, asegurada por un perno central. La presión interna evita que se abra accidentalmente bajo carga.
Usos

Los recipientes a presión se utilizan en una variedad de aplicaciones tanto en la industria como en el sector privado. Aparecen en estos sectores como receptores de aire comprimido industriales, calderas y depósitos de almacenamiento de agua caliente sanitaria. Otros ejemplos de recipientes a presión son cilindros de buceo, cámaras de recompresión, torres de destilación, reactores a presión, autoclaves y muchos otros recipientes en operaciones mineras, refinerías de petróleo y plantas petroquímicas, recipientes de reactores nucleares, hábitats de submarinos y naves espaciales, trajes de buceo atmosféricos, depósitos neumáticos. , depósitos hidráulicos a presión, depósitos de aerofrenos para vehículos ferroviarios, depósitos de aerofrenos para vehículos de carretera y recipientes de almacenamiento de gases permanentes a alta presión y gases licuados como amoniaco, cloro y GLP (propano, butano).
Una aplicación única de un recipiente a presión es la cabina de pasajeros de un avión: el revestimiento exterior soporta tanto las cargas de maniobra del avión como las cargas de presurización de la cabina.
 Cilíndrica investigación autoclave ilustración
Cilíndrica investigación autoclave ilustración Cámara de descompresión de la NASA
Cámara de descompresión de la NASA Un tanque de presión conectado a un pozo de agua y sistema interno de agua caliente.
Un tanque de presión conectado a un pozo de agua y sistema interno de agua caliente. Algunos tanques de presión, aquí solían contener propano.
Algunos tanques de presión, aquí solían contener propano. Un recipiente de presión usado como un kier.
Un recipiente de presión usado como un kier. Un buque de presión utilizado para la nave espacial CST-100 de la Compañía Boeing.
Un buque de presión utilizado para la nave espacial CST-100 de la Compañía Boeing.






Alternativas
- Almacenamiento de gas natural
- Soporte de gas
Dependiendo de la aplicación y las circunstancias locales, existen alternativas a los recipientes a presión. Se pueden ver ejemplos en los sistemas de recolección de agua doméstica, donde se puede utilizar lo siguiente:
- Sistemas controlados por gravedad que normalmente consisten en un tanque de agua sin presión en una elevación superior al punto de uso. La presión en el punto de uso es el resultado de la presión hidrostática causada por la diferencia de elevación. Los sistemas de gravedad producen 0,43 libras por pulgada cuadrada (3,0 kPa) por pie de cabeza de agua (diferencia de elevación). Un suministro municipal de agua o agua bombeada es típicamente alrededor de 90 libras por pulgada cuadrada (620 kPa).
- Controladores de bomba en línea o bombas sensibles a la presión.
- En los reactores nucleares, los buques de presión se utilizan principalmente para mantener el líquido refrigerante (agua) a altas temperaturas para aumentar la eficiencia de Carnot. Otros refrigerantes pueden mantenerse a altas temperaturas con mucha menos presión, explicando el interés en los reactores de sal fundida, los reactores rápidos refrigerados por plomo y los reactores refrigerados por gas. Sin embargo, los beneficios de no necesitar un recipiente de presión o una de menos presión se compensan en parte por inconvenientes únicos a cada enfoque alternativo.
Diseño
Escalado
No importa la forma que adopte, la masa mínima de un recipiente a presión aumenta con la presión y el volumen que contiene y es inversamente proporcional a la relación resistencia-peso del material de construcción (la masa mínima disminuye a medida que aumenta la resistencia).
Escalado de tensiones en las paredes del recipiente
Los recipientes a presión se mantienen unidos contra la presión del gas debido a las fuerzas de tracción dentro de las paredes del recipiente. La tensión normal (de tracción) en las paredes del recipiente es proporcional a la presión y el radio del recipiente e inversamente proporcional al espesor de las paredes. Por lo tanto, los recipientes a presión están diseñados para tener un espesor proporcional al radio del tanque y la presión del tanque e inversamente proporcional a la tensión normal máxima permitida del material particular utilizado en las paredes del contenedor.
Debido a que (para una presión dada) el espesor de las paredes aumenta con el radio del tanque, la masa de un tanque (que aumenta como la longitud por el radio por el espesor de la pared para un tanque cilíndrico) aumenta con el volumen del gas retenido (que escala como longitud por radio al cuadrado). La fórmula exacta varía según la forma del tanque, pero depende de la densidad, ρ, y la tensión máxima permitida σ del material, además de la presión P y el volumen V del recipiente. (Consulte a continuación las ecuaciones exactas para la tensión en las paredes).
Vaso esférico
Para una esfera, la masa mínima de un recipiente a presión es
- M=32PV*** *** σ σ {displaystyle M={3 over 2}PV{rho over sigma },

donde:
- M{displaystyle M} es masa (kg)
- P{displaystyle P} es la diferencia de presión del ambiente (la presión del medidor), (Pa)
- V{displaystyle V} es volumen,
- *** *** {displaystyle rho } es la densidad del material del recipiente de presión, (kg/m3)
- σ σ {displaystyle sigma } es el máximo estrés de trabajo que el material puede tolerar. (Pa)





Otras formas además de una esfera tienen constantes mayores que 3/2 (los cilindros infinitos toman 2), aunque algunos tanques, como los tanques compuestos no esféricos, pueden aproximarse a esto.
Vaso cilíndrico con extremos hemisféricos
Esto a veces se denomina "bala" por su forma, aunque en términos geométricos es una cápsula.
Para un cilindro con extremos semiesféricos,
- M=2π π R2()R+W)P*** *** σ σ {displaystyle M=2pi R^{2}(R+W)P{rho over sigma },

dónde
- R es el Radius (m)
- W es el ancho del cilindro medio solamente, y el ancho total es W + 2R (m)
Recipiente cilíndrico con extremos semielípticos
En una embarcación con una relación de aspecto entre el ancho del cilindro medio y el radio de 2:1,
- M=6π π R3P*** *** σ σ {displaystyle M=6pi R^{3}P{rho over sigma }.

Almacenamiento de gas
Al observar la primera ecuación, el factor PV, en unidades SI, está en unidades de energía (presurización). Para un gas almacenado, PV es proporcional a la masa de gas a una temperatura determinada, por lo tanto
- M=32nRT*** *** σ σ {displaystyle M={3 over 2}nRT{rho over sigma }. (ver la ley de gas)

Los demás factores son constantes para una forma y un material de recipiente determinados. Por lo tanto, podemos ver que no existe una "eficiencia de escala" teórica, en términos de la relación entre la masa del recipiente a presión y la energía de presurización, o entre la masa del recipiente a presión y la masa de gas almacenado. Para almacenar gases, la "eficiencia del tanque" es independiente de la presión, al menos para la misma temperatura.
Así, por ejemplo, un diseño típico para un tanque de masa mínimo para mantener el helio (como gas presuriente) en un cohete utilizaría una cámara esférica para una constante de forma mínima, fibra de carbono para lo mejor posible *** *** /σ σ {displaystyle rho /sigma }, y helio muy frío para lo mejor posible M/pV{displaystyle M/{pV}}.


Esfuerzos en recipientes a presión de paredes delgadas
La tensión en un recipiente a presión de paredes delgadas con forma de esfera es
- σ σ Silencio Silencio =σ σ long=pr2t{displaystyle sigma _{theta ¿Qué?,

Donde σ σ Silencio Silencio {displaystyle sigma _{theta } es estrés de aro, o estrés en la dirección circunferencial, σ σ long{displaystyle sigma _{long} es el estrés en la dirección longitudinal, p es presión de calibre interno, r es el radio interior de la esfera, y t es el espesor de la pared de la esfera. Un vaso se puede considerar "cortado" si el diámetro es al menos 10 veces (a veces citado como 20 veces) mayor que el espesor de la pared.



Estrés en un recipiente de presión de paredes delgadas en forma de cilindro
- σ σ Silencio Silencio =prt{displaystyle sigma _{theta }={frac {} {}}},
- σ σ long=pr2t{displaystyle sigma _{rm {long}={frac {pr}{2t}},


donde:
- σ σ Silencio Silencio {displaystyle sigma _{theta } es estrés de aro, o estrés en la dirección circunferencial
- σ σ long{displaystyle sigma _{long} es el estrés en la dirección longitudinal
- p es presión de calibre interno
- r es el radio interior del cilindro
- t es el espesor de la pared del cilindro.
Casi todos los estándares de diseño de recipientes a presión contienen variaciones de estas dos fórmulas con términos empíricos adicionales para tener en cuenta la variación de las tensiones en el espesor, el control de calidad de las soldaduras y los márgenes de corrosión en servicio. Todas las fórmulas mencionadas anteriormente suponen una distribución uniforme de las tensiones de la membrana a lo largo del espesor de la cubierta, pero en realidad ese no es el caso. El teorema de Lamé ofrece un análisis más profundo, que da la distribución de tensiones en las paredes de un cilindro de paredes gruesas de un material homogéneo e isotrópico. Las fórmulas de los estándares de diseño de recipientes a presión son una extensión del teorema de Lamé al imponer algún límite a la relación entre el radio interior y el espesor.
Por ejemplo, las fórmulas del Código ASME para calderas y recipientes a presión (BPVC) (UG-27) son:
Conchas esféricas: el espesor debe ser inferior a 0,356 veces el radio interior
- σ σ Silencio Silencio =σ σ long=p()r+0.2t)2tE{displaystyle sigma _{theta }=sigma _{rm {long}={frac {p(r+0.2t)}{2tE}

Carcasas cilíndricas: el espesor debe ser inferior a 0,5 veces el radio interior
- σ σ Silencio Silencio =p()r+0.6t)tE{displaystyle sigma _{theta ¿Qué?
- σ σ long=p()r− − 0,4t)2tE{displaystyle sigma _{rm {long}={frac {p(r-0.4t)}{2tE}}


donde E es la eficiencia conjunta y todas las demás variables como se indicó anteriormente.
El factor de seguridad a menudo también se incluye en estas fórmulas; en el caso de ASME BPVC, este término se incluye en el valor de tensión del material al resolver la presión o el espesor.
Ángulo de enrollamiento de vasijas de fibra de carbono
Las infinitas formas cilíndricas enrolladas adoptan de manera óptima un ángulo de enrollado de 54,7 grados con respecto al eje cilíndrico, ya que esto proporciona el doble de fuerza necesaria en la dirección circunferencial respecto a la longitudinal.
Métodos de construcción
Riveted
El método estándar de construcción de calderas, receptores de aire comprimido y otros recipientes a presión de hierro o acero antes de que se generalizara la soldadura por gas y eléctrica de calidad confiable era láminas remachadas que se habían enrollado y forjado para darles forma y luego remachadas entre sí, a menudo usando Coloque correas a lo largo de las juntas y calafatee a lo largo de las costuras remachadas deformando los bordes de la superposición con un cincel sin filo. El remachado en caliente provocó que los remaches se contrajeran al enfriarse, formando una unión más apretada.
Seamless
Los métodos de fabricación para los buques de presión de metal sin costura se utilizan comúnmente para cilindros de diámetro relativamente pequeños en los que se producirán grandes números, ya que la maquinaria y la herramienta requieren gran superposición de capital. Los métodos son adecuados para aplicaciones de transporte y almacenamiento de gas de alta presión y proporcionan productos de alta calidad.
Extrusión hacia atrás: proceso mediante el cual se fuerza al material a fluir hacia atrás a lo largo del mandril entre el mandril y la matriz.
 Sección de la muerte con cartelera insertada
Sección de la muerte con cartelera insertada Proceso de extrusión hacia atrás, mostrando el material que fluye de la muerte a lo largo de la mandril
Proceso de extrusión hacia atrás, mostrando el material que fluye de la muerte a lo largo de la mandril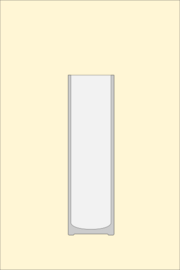 Producto de extrusión antes de recortar
Producto de extrusión antes de recortar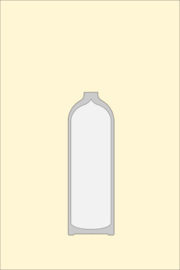 Sección después del cierre del extremo superior
Sección después del cierre del extremo superior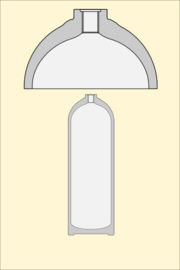 Sección mostrando las áreas mecanizadas del cuello en detalle
Sección mostrando las áreas mecanizadas del cuello en detalle





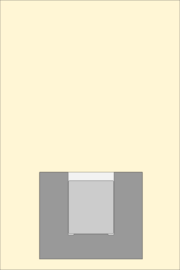
Extrusión en frío (aluminio):
Los cilindros de aluminio sin costura pueden ser fabricados por la extrusión trasera fría de las cartillas de aluminio en un proceso que primero presiona las paredes y la base, luego recorta el borde superior de las paredes del cilindro, seguido por la prensa formando el hombro y el cuello.
Extrusión en caliente (acero):
En el proceso de extrusión en caliente, una pieza de acero se corta al tamaño adecuado, se calienta por inducción a la temperatura correcta para la aleación, se desincrusta y se coloca en la matriz. El metal se extruye hacia atrás forzando el mandril hacia su interior, lo que hace que fluya a través del espacio anular hasta que se forma una copa profunda. Esta copa se estira aún más para reducir el diámetro y el espesor de la pared y se forma el fondo. Después de inspeccionar y recortar el extremo abierto, el cilindro se hace girar en caliente para cerrar el extremo y formar el cuello.
Dibujado:

Los cilindros sin costura también se pueden estirar en frío a partir de discos de placa de acero hasta obtener una forma de copa cilíndrica, en dos o tres etapas. Después de formar la base y las paredes laterales, la parte superior del cilindro se recorta a lo largo, se calienta y se hila en caliente para formar el hombro y cerrar el cuello. Este proceso espesa el material del hombro. El cilindro recibe un tratamiento térmico mediante enfriamiento y revenido para proporcionar la mejor resistencia y tenacidad.

Independientemente del método utilizado para formar el cilindro, se mecanizará para terminar el cuello y cortar las roscas del cuello, se tratará térmicamente, se limpiará y se terminará la superficie, se marcará con sello, se probará e inspeccionará para garantizar la calidad.
Soldado
Los recipientes grandes y de baja presión se fabrican comúnmente a partir de placas formadas soldadas entre sí. La calidad de la soldadura es fundamental para la seguridad en recipientes a presión para ocupación humana.
Compuesto
Los recipientes a presión compuestos generalmente son mechas enrolladas con filamentos en una matriz polimérica termoestable. El mandril puede ser removible después del curado, o puede permanecer como parte del producto terminado, proporcionando a menudo un revestimiento hermético a gases o líquidos más confiable, o mejor resistencia química al contenido previsto que la matriz de resina. Se pueden proporcionar inserciones metálicas para fijar accesorios roscados, como válvulas y tuberías.
Estándares de operación
Los recipientes a presión están diseñados para funcionar de forma segura a una presión y temperatura específicas, técnicamente denominadas "presión de diseño" y "Temperatura de diseño". Un recipiente que no está diseñado adecuadamente para soportar una presión alta constituye un peligro de seguridad muy importante. Por eso, el diseño y la certificación de recipientes a presión se rigen por códigos de diseño como el Código ASME de calderas y recipientes a presión en América del Norte, la Directiva de equipos a presión de la UE (PED), la Norma industrial japonesa (JIS), CSA B51 en Canadá, estándares australianos en Australia y otros estándares internacionales como Lloyd's, Germanischer Lloyd, Det Norske Veritas, Société Générale de Surveillance (SGS S.A.), Lloyd's Register Energy Nederland (anteriormente conocido como Stoomwezen), etc.
Tenga en cuenta que cuando el producto presión-volumen es parte de una norma de seguridad, cualquier líquido incompresible en el recipiente puede excluirse ya que no contribuye a la energía potencial almacenada en el recipiente, por lo que solo el volumen de la parte comprimible, como como se utiliza el gas.
Lista de estándares
- EN 13445: La norma europea actual, armonizada con la Directiva sobre equipo de presión (Originalmente "97/23/EC", desde 2014 "2014/68/EU"). Extensivamente utilizado en Europa.
- ASME Boiler and Pressure Vessel Code Section VIII: Reglas para la construcción de buques de presión.
- BS 5500: Ex British Standard, sustituido en el Reino Unido por BS EN 13445 pero retenido bajo el nombre PD 5500 para el diseño y construcción de equipos de exportación.
- AD Merkblätter: estándar alemán, armonizado con la Directiva sobre equipo de presión.
- EN 286 (Parts 1 a 4): estándar europeo para buques de presión simples (tanques aéreos), armonizado con la Directiva 87/404/EEC del Consejo.
- BS 4994: Especificación para el diseño y construcción de buques y tanques en plásticos reforzados.
- ASME PVHO: estándar estadounidense para buques de presión para ocupación humana.
- CODAP: Código francés para la construcción de buques de presión sin fuego.
- AS/NZS 1200: Australian and New Zealand Standard for the requirements of Pressure equipment including Pressure Vessels, calderas and pressure piping.
- AS 1210: Australian Standard for the design and construction of Pressure Vessels
- AS/NZS 3788: Australian and New Zealand Standard for the inspection of pressure vessels
- API 510.
- ISO 11439: Cilindros de gas natural comprimido (GNC)
- IS 2825–1969 (RE1977)_code_unfired_Pressure_vessels.
- Tanques y vasos FRP.
- AIAA S-080-1998: AIAA Standard for Space Systems – Metallic Pressure Vessels, Pressurized Structures, and Pressure Components.
- AIAA S-081A-2006: AIAA Standard for Space Systems – Composite Overwrapped Pressure Vessels (COPVs).
- ECSS-E-ST-32-02C Rev.1: Ingeniería espacial – Diseño estructural y verificación de hardware presurizado
- B51-09 Canadian Boiler, recipiente de presión y código de tubería de presión.
- Directrices HSE para sistemas de presión.
- Stoomwezen: Antiguo código de buques de presión en los Países Bajos, también conocido como RToD: Regels voor Toestellen onder Druk (Reglas holandesas para buques de presión).
- SANS 10019:2021 South African National Standard: Receptáculos de presión transportables para gases comprimidos, disueltos y licuados - Diseño básico, fabricación, uso y mantenimiento.
- SANS 1825:2010 Edición 3: South African National Standard: Estaciones de prueba de cilindros de gas - Requisitos generales para la inspección periódica y la prueba de receptáculos de presión de gas transportable. ISBN 978-0-626-23561-1
Contenido relacionado
Teorema π de Buckingham
Libra–fuerza
Bobina electromagnética
Proyecto manhattan
Oscilador de cristal