
Fundición moldeada en arena
La fundición en arena, también conocida como fundición moldeada en arena, es un proceso de fundición de metales caracterizado por el uso de arena como material del molde. El término "fundición en arena" también puede referirse a un objeto producido a través del proceso de fundición en arena. Las fundiciones en arena se producen en fábricas especializadas llamadas fundiciones. Más del 60% de todas las fundiciones de metal se producen mediante un proceso de fundición en arena.
Los moldes hechos de arena son relativamente baratos y suficientemente refractarios incluso para su uso en fundición de acero. Además de la arena, se mezcla u ocurre con la arena un agente aglutinante adecuado (generalmente arcilla). La mezcla se humedece, típicamente con agua, pero a veces con otras sustancias, para desarrollar la fuerza y plasticidad de la arcilla y hacer que el agregado sea adecuado para el moldeo. La arena suele estar contenida en un sistema de marcos o cajas de moldes conocido como matraz. Las cavidades del molde y el sistema de compuertas se crean compactando la arena alrededor de modelos llamados patrones, tallando directamente en la arena o mediante impresión 3D.
Proceso básico
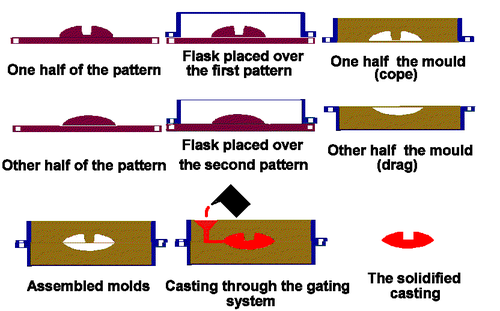
Hay seis pasos en este proceso:
- Coloque un patrón en la arena para crear un molde.
- Incorpore el patrón y la arena en un sistema de compuerta. Retire el patrón.
- Llene la cavidad del molde con metal fundido.
- Deja que el metal se enfríe.
- Rompe el molde de arena y retira la fundición.
Componentes
Patrones
A partir del diseño, proporcionado por un diseñador, un creador de patrones experto construye un patrón del objeto que se va a producir, utilizando madera, metal o un plástico como el poliestireno expandido. La arena se puede moler, barrer o esparcir para darle forma. El metal que se va a fundir se contraerá durante la solidificación y esto puede no ser uniforme debido a un enfriamiento desigual. Por lo tanto, el patrón debe ser un poco más grande que el producto terminado, una diferencia conocida como margen de contracción.. Se utilizan diferentes reglas de escala para diferentes metales, porque cada metal y aleación se contrae en una cantidad distinta de todos los demás. Los patrones también tienen estampados de núcleos que crean registros dentro de los moldes en los que se colocan los núcleos de arena. Dichos núcleos, a veces reforzados con alambres, se utilizan para crear perfiles y cavidades socavados que no se pueden moldear con la superficie y el arrastre, como los pasajes interiores de las válvulas o los pasajes de enfriamiento en los bloques de motores.
Los caminos para la entrada del metal en la cavidad del molde constituyen el sistema de canales e incluyen el bebedero, varios alimentadores que mantienen una buena 'alimentación' de metal y entradas que conectan el sistema de canales a la cavidad de fundición. El gas y el vapor generados durante el vaciado salen a través de la arena permeable oa través de elevadores, que se agregan ya sea en el patrón mismo o como piezas separadas.
Instrumentos
Además de los patrones, el moldeador de arena también podría usar herramientas para crear los agujeros.
Caja de moldeo y materiales
Se prepara una caja de moldeo de varias partes (conocida como matraz de fundición, cuyas mitades superior e inferior se conocen respectivamente como frente y arrastre) para recibir el modelo. Las cajas de moldeo se fabrican en segmentos que pueden trabarse entre sí y en los cierres de los extremos. Para un objeto simple, plano por un lado, la parte inferior de la caja, cerrada en la parte inferior, se llenará con arena de moldeo. La arena se empaqueta a través de un proceso vibratorio llamado apisonamiento y, en este caso, nivelado periódicamente. Luego, la superficie de la arena se puede estabilizar con un compuesto de encolado. El patrón se coloca en la arena y se agrega otro segmento de caja de moldeo. Se apisona arena adicional sobre y alrededor del patrón. Finalmente se coloca una tapa sobre la caja y se gira y se destraba, de modo que las mitades del molde se puedan separar y el patrón con su bebedero y los patrones de ventilación se quiten. Se pueden agregar aprestos adicionales y se corrigen los defectos introducidos por la eliminación del patrón. La caja se cierra de nuevo. Esto forma un molde "verde" que debe secarse para recibir el metal caliente. Si el molde no se seca lo suficiente, puede ocurrir una explosión de vapor que puede arrojar metal fundido. En algunos casos, la arena puede estar aceitada en lugar de humedecida, lo que hace posible lanzar sin esperar a que la arena se seque. La arena también se puede unir mediante aglutinantes químicos, como resinas de furano o resinas endurecidas con amina. Si el molde no se seca lo suficiente, puede ocurrir una explosión de vapor que puede arrojar metal fundido. En algunos casos, la arena puede estar aceitada en lugar de humedecida, lo que hace posible lanzar sin esperar a que la arena se seque. La arena también se puede unir mediante aglutinantes químicos, como resinas de furano o resinas endurecidas con amina. Si el molde no se seca lo suficiente, puede ocurrir una explosión de vapor que puede arrojar metal fundido. En algunos casos, la arena puede estar aceitada en lugar de humedecida, lo que hace posible lanzar sin esperar a que la arena se seque. La arena también se puede unir mediante aglutinantes químicos, como resinas de furano o resinas endurecidas con amina.
La fabricación aditiva (AM) se puede utilizar en la preparación del molde de arena, de modo que en lugar de que el molde de arena se forme empaquetando arena alrededor de un patrón, se imprima en 3D. Esto puede reducir los plazos de entrega para la fundición al obviar la creación de patrones. Además de reemplazar los métodos más antiguos, los aditivos también pueden complementarlos en modelos híbridos, como hacer una variedad de núcleos impresos por AM para una cavidad derivada de un patrón tradicional.
Escalofríos
Para controlar la estructura de solidificación del metal, es posible colocar placas de metal, escalofríos, en el molde. El enfriamiento local rápido asociado formará una estructura de grano más fino y puede formar un metal algo más duro en estos lugares. En fundiciones ferrosas, el efecto es similar al enfriamiento de metales en trabajos de forja. El diámetro interior de un cilindro de motor se endurece mediante un núcleo de refrigeración. En otros metales, se pueden usar enfriamientos para promover la solidificación direccional de la fundición. Al controlar la forma en que se congela una pieza fundida, es posible evitar los vacíos internos o la porosidad dentro de las piezas fundidas.
Núcleos
Los núcleos son aparatos que se utilizan para generar cavidades huecas o características internas que no se pueden formar usando solo un patrón en el moldeo, los núcleos generalmente se fabrican con arena, pero algunos procesos también usan núcleos permanentes hechos de metal.
Para producir cavidades dentro de la pieza fundida, como para refrigeración líquida en bloques de motores y culatas de cilindros, se utilizan formas negativas para producir núcleos. Por lo general, los núcleos moldeados con arena se insertan en la caja de fundición después de retirar el patrón. Siempre que sea posible, se realizan diseños que evitan el uso de núcleos, debido al tiempo de preparación adicional, la masa y, por lo tanto, un mayor costo.
Con un molde completo con el contenido de humedad adecuado, la caja que contiene el molde de arena se coloca para llenarla con metal fundido, generalmente hierro, acero, bronce, latón, aluminio, aleaciones de magnesio o varias aleaciones de metal en recipientes, que a menudo incluyen plomo, estaño y zinc. Después de llenarse con metal líquido, la caja se deja a un lado hasta que el metal se enfríe lo suficiente como para ser resistente. A continuación, se retira la arena, lo que deja al descubierto una fundición áspera que, en el caso del hierro o el acero, aún puede tener un color rojo brillante. En el caso de metales que son significativamente más pesados que la arena de fundición, como el hierro o el plomo, el matraz de fundición a menudo se cubre con una placa pesada para evitar un problema conocido como flotación del molde. La flotación del molde ocurre cuando la presión del metal empuja la arena sobre la cavidad del molde fuera de forma, causando que la fundición falle.
Después de la fundición, los núcleos se rompen con varillas o perdigones y se retiran de la fundición. El metal del bebedero y las contrahuellas se corta del vaciado en bruto. Se pueden aplicar varios tratamientos térmicos para aliviar las tensiones del enfriamiento inicial y agregar dureza, en el caso del acero o el hierro, mediante enfriamiento rápido en agua o aceite. La fundición se puede fortalecer aún más mediante un tratamiento de compresión de la superficie, como granallado, que agrega resistencia al agrietamiento por tracción y alisa la superficie rugosa. Y cuando se requiere alta precisión, se realizan varias operaciones de mecanizado (como fresado o mandrinado) para terminar áreas críticas de la fundición. Ejemplos de esto incluirían el mandrinado de cilindros y el fresado de la plataforma en un bloque de motor fundido.
Requerimientos de diseño
La pieza a fabricar y su patrón deben diseñarse para adaptarse a cada etapa del proceso, ya que debe ser posible quitar el patrón sin perturbar la arena de moldeo y tener ubicaciones adecuadas para recibir y colocar los núcleos. Se debe usar una ligera conicidad, conocida como borrador, en las superficies perpendiculares a la línea de separación, para poder quitar el patrón del molde. Este requisito también se aplica a los núcleos, ya que deben retirarse de la caja de núcleos en la que se forman. El bebedero y los elevadores deben estar dispuestos para permitir un flujo adecuado de metal y gases dentro del molde para evitar una fundición incompleta. En caso de que se desprenda un trozo de núcleo o molde, se puede incrustar en la fundición final, formando un pozo de arena., lo que puede inutilizar la fundición. Las bolsas de gas pueden causar vacíos internos. Estos pueden ser inmediatamente visibles o solo pueden revelarse después de que se haya realizado un mecanizado extenso. Para aplicaciones críticas, o donde el costo del esfuerzo desperdiciado es un factor, se pueden aplicar métodos de prueba no destructivos antes de realizar más trabajo.
Procesos
En general, podemos distinguir entre dos métodos de fundición en arena; el primero con arena verde y el segundo con el método air set.
Arena verde
Estas piezas fundidas se fabrican con moldes de arena formados a partir de arena "húmeda" que contiene agua y compuestos orgánicos aglutinantes, normalmente denominados arcilla. El nombre "arena verde" proviene del hecho de que el molde de arena no está "fragmentado", todavía está en estado "verde" o sin curar incluso cuando el metal se vierte en el molde. La arena verde no es de color verde, sino "verde" en el sentido de que se usa en estado húmedo (similar a la madera verde). Al contrario de lo que sugiere el nombre, la "arena verde" no es un tipo de arena en sí misma (es decir, no es arena verde en el sentido geológico), sino que es una mezcla de:
- arena de sílice (SiO 2), arena de cromita (FeCr 2 O 4), o arena de circón (ZrSiO 4), 75 a 85%, a veces con una proporción de olivino, estaurolita o grafito.
- bentonita (arcilla), 5 a 11%
- agua, 2 a 4%
- lodo inerte 3 a 5%
- antracita (0 a 1%)
Hay muchas recetas para la proporción de arcilla, pero todas logran diferentes equilibrios entre la moldeabilidad, el acabado de la superficie y la capacidad del metal fundido caliente para desgasificarse. El carbón, al que normalmente se hace referencia en las fundiciones como carbón marino, que está presente en una proporción inferior al 5 %, se quema parcialmente en presencia del metal fundido, lo que provoca la emisión de gases de vapores orgánicos. La fundición en arena verde para metales no ferrosos no utiliza aditivos de carbón, ya que el CO generado no evita la oxidación. La arena verde para el aluminio generalmente usa arena de olivino (una mezcla de los minerales forsterita y fayalita, que se obtiene triturando roca de dunita).
La elección de la arena tiene mucho que ver con la temperatura a la que se vierte el metal. A las temperaturas a las que se vierten el cobre y el hierro, la arcilla se inactiva por el calor, ya que la montmorillonita se convierte en ilita, que es una arcilla que no se expande. La mayoría de las fundiciones no tienen el equipo muy costoso para eliminar la arcilla quemada y sustituirla por arcilla nueva, por lo que, en cambio, las que vierten hierro generalmente trabajan con arena de sílice que es económica en comparación con las otras arenas. A medida que se quema la arcilla, se agrega arena recién mezclada y parte de la arena vieja se desecha o se recicla para otros usos. La sílice es la menos deseable de las arenas, ya que los granos metamórficos de arena de sílice tienen tendencia a explotar para formar partículas de tamaño submicrónico cuando reciben un choque térmico durante el vertido de los moldes. Estas partículas ingresan al aire del área de trabajo y pueden provocar silicosis en los trabajadores. Las fundiciones de hierro dedican un esfuerzo considerable a la recolección agresiva de polvo para capturar esta sílice fina. En las fundiciones también se utilizan varios tipos de equipos de protección respiratoria.
La arena también tiene la inestabilidad dimensional asociada con la conversión de cuarzo de cuarzo alfa a cuarzo beta a 680 °C (1250 °F). A menudo, se agregan aditivos combustibles como la harina de madera para crear espacios para que los granos se expandan sin deformar el molde. Por lo tanto, se utilizan olivino, cromita, etc. porque no tienen una transición de fase que provoque una expansión rápida de los granos. El olivino y la cromita también ofrecen una mayor densidad, lo que enfría el metal más rápido y, por lo tanto, produce estructuras de grano más fino en el metal. Dado que no son minerales metamórficos, no tienen los policristales que se encuentran en la sílice y, posteriormente, no forman partículas peligrosas de tamaño submicrónico.
Método de "set de aire"
El método de fraguado por aire utiliza arena seca unida con materiales que no sean arcilla, utilizando un adhesivo de curado rápido. Este último también puede denominarse fundición sin molde de horneado. Cuando se utilizan, se denominan colectivamente piezas fundidas en arena "de fraguado por aire" para distinguirlas de las piezas fundidas en "arena verde". Dos tipos de arena de moldeo son la natural (arena de banco) y la sintética (arena de lago); generalmente se prefiere este último debido a su composición más consistente.
Con ambos métodos, la mezcla de arena se empaqueta alrededor de un patrón, formando una cavidad de molde. Si es necesario, se coloca un tapón temporal en la arena y tocando el patrón para luego formar un canal en el que se puede verter el líquido de fundición. Los moldes de fraguado por aire a menudo se forman con la ayuda de un matraz de colada que tiene una parte superior e inferior, denominada capa superior y arrastre. La mezcla de arena se apisona a medida que se agrega alrededor del patrón y, a veces, se hace vibrar el ensamblaje final del molde para compactar la arena y llenar los vacíos no deseados en el molde. Luego se retira el patrón junto con el tapón del canal, dejando la cavidad del molde. El líquido de fundición (típicamente metal fundido) se vierte luego en la cavidad del molde. Una vez que el metal se ha solidificado y enfriado, la fundición se separa del molde de arena. Por lo general, no hay agente de desmoldeo y, por lo general, el moho se destruye en el proceso de eliminación.
La precisión de la fundición está limitada por el tipo de arena y el proceso de moldeo. Los moldes de arena hechos de arena verde gruesa imparten una textura áspera a la superficie, y esto los hace fáciles de identificar. Las piezas fundidas hechas de arena verde fina pueden brillar como yeso, pero están limitadas por la relación entre la profundidad y el ancho de las bolsas en el patrón. Los moldes de fraguado por aire pueden producir piezas fundidas con superficies más lisas que la arena verde gruesa, pero este método se elige principalmente cuando se necesitan cavidades estrechas y profundas en el patrón, debido al costo del plástico utilizado en el proceso. Las piezas fundidas por aire generalmente se pueden identificar fácilmente por el color quemado en la superficie. Las fundiciones generalmente se granallan para eliminar ese color quemado. Las superficies también se pueden esmerilar y pulir posteriormente, por ejemplo, al hacer una campana grande. Después del moldeo, la fundición se cubre con un residuo de óxidos, silicatos y otros compuestos. Este residuo se puede eliminar por varios medios, como esmerilado o granallado.
Durante la fundición, algunos de los componentes de la mezcla de arena se pierden en el proceso de fundición térmica. La arena verde se puede reutilizar después de ajustar su composición para reponer la humedad y los aditivos perdidos. El patrón en sí se puede reutilizar indefinidamente para producir nuevos moldes de arena. El proceso de moldeo en arena se ha utilizado durante muchos siglos para producir fundiciones manualmente. Desde 1950, se han desarrollado procesos de fundición parcialmente automatizados para las líneas de producción.
Caja fria
La caja fría utiliza aglutinantes orgánicos e inorgánicos que fortalecen el molde al adherirse químicamente a la arena. Este tipo de molde recibe su nombre porque no se cuece en un horno como otros tipos de moldes de arena. Este tipo de molde tiene unas dimensiones más precisas que los moldes de arena verde, pero es más caro. Por lo tanto, se usa solo en aplicaciones que lo necesitan.
Moldes sin hornear
Los moldes sin horneado son moldes de arena desechables, similares a los moldes de arena típicos, excepto que también contienen una resina líquida de fraguado rápido y un catalizador. En lugar de embestir, la arena de moldeo se vierte en el matraz y se mantiene hasta que la resina se solidifica, lo que ocurre a temperatura ambiente. Este tipo de moldeado también produce un mejor acabado superficial que otros tipos de moldes de arena. Debido a que no hay calor involucrado, se llama proceso de fraguado en frío. Los materiales de matraz comunes que se utilizan son madera, metal y plástico. Los metales comunes fundidos en moldes sin cocción son el latón, el hierro (ferroso) y las aleaciones de aluminio.
Moldeo al vacío
El moldeo al vacío (proceso en V) es una variación del proceso de fundición en arena para la mayoría de los metales ferrosos y no ferrosos.en el que la arena no adherida se mantiene en el matraz con vacío. El patrón está especialmente ventilado para que se pueda aspirar a través de él. Una hoja delgada ablandada con calor (0,003 a 0,008 pulgadas (0,076 a 0,203 mm)) de película de plástico se coloca sobre el patrón y se aplica vacío (200 a 400 mmHg (27 a 53 kPa)). Se coloca un matraz especial de formación de vacío sobre el patrón de plástico y se llena con arena de flujo libre. La arena se hace vibrar para compactarla y se forman un bebedero y una copa de vertido en la capa superior. Se coloca otra hoja de plástico sobre la parte superior de la arena en el matraz y se hace vacío a través del matraz especial; esto endurece y fortalece la arena suelta. Luego se libera el vacío en el patrón y se retira la capa. El arrastre se realiza de la misma manera (sin el bebedero y la copa vertedora). Cualquier núcleo se coloca en su lugar y el molde se cierra. El metal fundido se vierte mientras la superficie y el arrastre todavía están bajo vacío, porque el plástico se vaporiza pero el vacío mantiene la forma de la arena mientras el metal se solidifica. Cuando el metal se ha solidificado, se apaga el vacío y la arena sale libremente, liberando la fundición.
El proceso en V es conocido por no requerir un tiro porque la película de plástico tiene un cierto grado de lubricidad y se expande ligeramente cuando se aplica el vacío en el matraz. El proceso tiene una alta precisión dimensional, con una tolerancia de ±0,010 in para la primera pulgada y ±0,002 in/in a partir de entonces. Son posibles secciones transversales tan pequeñas como 0,090 in (2,3 mm). El acabado superficial es muy bueno, normalmente entre 150 y 125 rms. Otras ventajas incluyen la ausencia de defectos relacionados con la humedad, el costo de los aglutinantes, la excelente permeabilidad de la arena y la ausencia de humos tóxicos al quemar los aglutinantes. Finalmente, el patrón no se desgasta porque la arena no lo toca. La principal desventaja es que el proceso es más lento que la fundición en arena tradicional, por lo que solo es adecuado para volúmenes de producción bajos a medios; aproximadamente de 10 a 15.000 piezas al año. Sin embargo,
Procesos rápidos de fabricación de moldes.
Con el rápido desarrollo de la industria de construcción de automóviles y maquinaria, las áreas de consumo de piezas de fundición requerían una mayor productividad constante. Las etapas básicas del proceso de moldeo mecánico y fundición son similares a las descritas en el proceso manual de fundición en arena. Sin embargo, el desarrollo técnico y mental fue tan rápido y profundo que el carácter del proceso de fundición en arena cambió radicalmente.
Moldeo en arena mecanizado
Las primeras líneas de moldeo mecanizadas consistían en lanzadores de arena y/o dispositivos de sacudir y apretar que compactaban la arena en los matraces. El manejo posterior de los moldes fue mecánico mediante grúas, polipastos y correas. Después del ajuste del núcleo, las cofias y los frenos se acoplaron mediante pasadores de guía y se sujetaron para lograr una mayor precisión. Los moldes se empujaron manualmente sobre un transportador de rodillos para su fundición y enfriamiento.
Líneas automáticas de moldeo en arena de alta presión
El aumento de los requisitos de calidad hizo necesario aumentar la estabilidad del molde mediante la aplicación de una presión de compresión cada vez mayor y métodos de compactación modernos para la arena en las muflas. A principios de los años cincuenta, el moldeo a alta presión se desarrolló y aplicó en líneas de matraces mecánicas y, más tarde, automáticas. Las primeras líneas utilizaban sacudidas y vibraciones para precompactar la arena en las muflas y pistones accionados por aire comprimido para compactar los moldes.
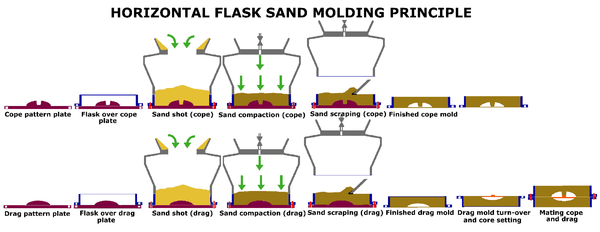
Moldeo de matraces de arena horizontales
En las primeras líneas de matraces horizontales automáticas, la arena se disparaba o se arrojaba sobre el patrón en un matraz y se exprimía con una presión hidráulica de hasta 140 bares. El manejo posterior del molde, incluido el volteo, el ensamblaje y la extracción en un transportador, se realizó de forma manual o automática. A finales de los años cincuenta, se utilizaban pistones accionados hidráulicamente o sistemas de pistones múltiples para la compactación de arena en las muflas. Este método produjo moldes mucho más estables y precisos de lo que era posible de forma manual o neumática. A finales de los años sesenta se desarrolló la compactación en molde por presión de aire rápida o caída de presión de gas sobre el molde de arena precompactado (impulso de arena e impacto de gas). El principio de funcionamiento general para la mayoría de los sistemas de líneas de matraces horizontales se muestra en el siguiente esquema.
Hoy en día hay muchos fabricantes de líneas automáticas de moldeo de matraces horizontales. Las principales desventajas de estos sistemas son el alto consumo de piezas de repuesto debido a la multitud de piezas móviles, la necesidad de almacenar, transportar y mantener las muflas y la productividad limitada a aproximadamente 90-120 moldes por hora.
Moldeo vertical sin matraz de arena
En 1962, Dansk Industri Syndikat A/S (DISA-DISAMATIC) inventó un proceso de moldeo sin mufla mediante el uso de moldes vertidos y separados verticalmente. La primera línea podía producir hasta 240 moldes de arena completos por hora. Hoy en día, las líneas de moldeo pueden lograr una tasa de moldeo de 550 moldes de arena por hora y solo requieren un operador de monitoreo. El desajuste máximo de dos mitades del molde es de 0,1 mm (0,0039 in). Aunque los moldes separados verticalmente son muy rápidos, normalmente no se utilizan en las fundiciones de trabajo debido a las herramientas especializadas que se necesitan para funcionar en estas máquinas. Los núcleos deben colocarse con una máscara de núcleo en lugar de manualmente y deben colgarse en el molde en lugar de colocarse en la superficie de separación.

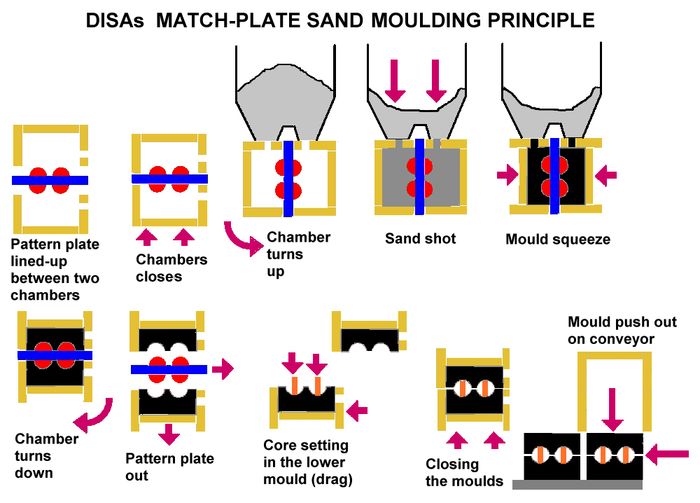
Moldeo de arena con placa de fósforos
El principio de la placa coincidente, es decir, placas patrón con dos patrones en cada lado de la misma placa, se desarrolló y patentó en 1910, fomentando las perspectivas de futuras mejoras en el moldeo por arena. Sin embargo, a principios de los años sesenta, la empresa estadounidense Hunter Automated Machinery Corporation lanzó su primera línea automática de moldeo horizontal sin mufla aplicando la tecnología Matchplate.
El método similar al moldeado vertical de DISA (DISAMATIC) es sin mufla, pero horizontal. Hoy en día, la tecnología de moldeo por placa de coincidencia se usa ampliamente. Su gran ventaja es el utillaje de patrón económico, la facilidad de cambiar el utillaje de moldeo y, por lo tanto, la idoneidad para la fabricación de piezas fundidas en series cortas tan típicas de las fundiciones de trabajo. La moderna máquina de moldeo por placas coincidentes es capaz de lograr una alta calidad de moldeo, menos cambios de fundición debido al desajuste entre la máquina y el molde (en algunos casos, menos de 0,15 mm (0,0059 in)), moldes consistentemente estables para reducir el esmerilado y mejorar la definición de la línea de separación. Además, las máquinas están cerradas para lograr un entorno de trabajo más limpio y silencioso con una exposición reducida del operador a riesgos de seguridad o problemas relacionados con el servicio.
Estándares de seguridad
Con la fabricación automatizada de moldes surgieron requisitos adicionales de seguridad en el lugar de trabajo. Se aplican diferentes normas técnicas voluntarias dependiendo de la jurisdicción geopolítica donde se vaya a utilizar la maquinaria.
Canadá
Canadá no tiene una norma técnica voluntaria específica para máquinas para la fabricación de moldes de arena. Este tipo de maquinaria está cubierta por:
Protección de maquinaria, CSA Z432. Asociación Canadiense de Normas. 2016.
Además, los requisitos de seguridad eléctrica están cubiertos por:
Maquinaria Eléctrica Industrial, CSA C22.2 No. 301. 2016.
Unión Europea
La norma principal para equipos de fabricación de moldes de arena en la UE es: Requisitos de seguridad para maquinaria de moldeo y fabricación de machos de fundición y equipos asociados a plantas, EN 710. Comité Europeo de Normalización (CEN).
EN 710 deberá usarse junto con EN 60204-1 para seguridad eléctrica, y EN ISO 13849-1 y EN ISO 13849-2 o EN 62061 para seguridad funcional. También pueden ser necesarios estándares de tipo C adicionales para transportadores, robótica u otros equipos que puedan ser necesarios para respaldar la operación del equipo de fabricación de moldes.
Estados Unidos
No existe un estándar específico de máquina para el equipo de fabricación de moldes de arena. La familia de normas ANSI B11 incluye algunas normas genéricas para máquinas herramienta que podrían aplicarse a este tipo de maquinaria, entre ellas:
- Seguridad de Maquinaria, ANSI B11.0. Instituto Nacional Estadounidense de Estándares (ANSI). 2020.
- Requisitos de desempeño para las medidas de reducción de riesgos: protección y otros medios para reducir el riesgo, ANSI B11.19. Instituto Nacional Estadounidense de Estándares (ANSI). 2019.
- Requisitos de seguridad para la integración de maquinaria en un sistema, ANSI B11.20. Instituto Nacional Estadounidense de Estándares (ANSI). 2017.
- Requisitos de seguridad para máquinas transfer, ANSI B11.24. Instituto Nacional Estadounidense de Estándares (ANSI). 2002 (R2020).
- Seguridad funcional para equipos (sistemas de control de potencia eléctrica/fluida) Principios generales para el diseño de sistemas de control de seguridad utilizando ISO 13849-1, ANSI B11.26. Instituto Nacional Estadounidense de Estándares (ANSI). 2018.
- Pautas para la medición del nivel de sonido, ANSI B11.TR5. Instituto Nacional Estadounidense de Estándares (ANSI). 2006 (R2017).
Materiales de molde
Hay cuatro componentes principales para hacer un molde de fundición en arena: arena base, un aglutinante, aditivos y un compuesto de separación.
Arenas de moldeo
Las arenas de moldeo, también conocidas como arenas de fundición, se definen por ocho características: refractariedad, inercia química, permeabilidad, acabado superficial, cohesión, fluidez, colapsabilidad y disponibilidad/costo.
Refractariedad: se refiere a la capacidad de la arena para resistir la temperatura del metal líquido que se va a colar sin descomponerse. Por ejemplo, algunas arenas solo necesitan resistir 650 °C (1202 °F) si se funden aleaciones de aluminio, mientras que el acero necesita una arena que resista 1500 °C (2730 °F). La arena con una refractariedad demasiado baja se derretirá y se fusionará con la fundición.
Inercia química: la arena no debe reaccionar con el metal que se está colando. Esto es especialmente importante con metales altamente reactivos, como el magnesio y el titanio.
Permeabilidad: se refiere a la capacidad de la arena para expulsar gases. Esto es importante porque durante el proceso de vertido se producen muchos gases, como hidrógeno, nitrógeno, dióxido de carbono y vapor, que deben abandonar el molde; de lo contrario, se producirán defectos de fundición, como orificios de soplado y orificios de gas. Tenga en cuenta que por cada centímetro cúbico (cc) de agua que se agrega al molde se producen 1600 cc de vapor.
Acabado superficial: el tamaño y la forma de las partículas de arena definen el mejor acabado superficial que se puede lograr, con partículas más finas que producen un mejor acabado. Sin embargo, a medida que las partículas se vuelven más finas (y mejora el acabado de la superficie), la permeabilidad empeora.
Cohesión (o enlace): esta es la capacidad de la arena para retener una forma determinada después de quitar el patrón.
Fluidez: la capacidad de la arena para fluir en detalles intrincados y esquinas estrechas sin procesos o equipos especiales.
Colapsabilidad: esta es la capacidad de la arena para quitarse fácilmente del molde después de que se haya solidificado. Las arenas con poca colapsabilidad se adherirán fuertemente a la fundición. Cuando se funden metales que se contraen mucho durante el enfriamiento o con rangos prolongados de temperatura de congelación, una arena con poca colapsabilidad provocará grietas y desgarros calientes en la fundición. Se pueden utilizar aditivos especiales para mejorar la colapsabilidad.
Disponibilidad/costo: la disponibilidad y el costo de la arena son muy importantes porque por cada tonelada de metal vertido, se requieren de tres a seis toneladas de arena. Aunque la arena se puede filtrar y reutilizar, las partículas eventualmente se vuelven demasiado finas y requieren un reemplazo periódico con arena fresca.
En coladas grandes es económico usar dos arenas diferentes, porque la mayor parte de la arena no estará en contacto con la colada, por lo que no necesita propiedades especiales. La arena que está en contacto con el colado se llama arena de cara, y está diseñada para el colado a mano. Esta arena se acumulará alrededor del patrón hasta un espesor de 30 a 100 mm (1,2 a 3,9 pulgadas). La arena que llena alrededor de la arena de revestimiento se llama arena de respaldo. Esta arena es simplemente arena de sílice con solo una pequeña cantidad de aglutinante y sin aditivos especiales.
Tipos de arenas base
La arena base es la que se utiliza para hacer el molde o el macho sin ningún tipo de aglomerante. Debido a que no tiene un aglutinante, no se unirá y no se puede usar en este estado.
Arena de sílice
La arena de sílice (SiO 2) es la arena que se encuentra en una playa y también es la arena más utilizada. Se fabrica triturando arenisca o se extrae de lugares naturales, como playas y lechos de ríos. El punto de fusión de la sílice pura es de 1760 °C (3200 °F), sin embargo, las arenas utilizadas tienen un punto de fusión más bajo debido a las impurezas. Para fundición de alto punto de fusión, como aceros, se debe usar un mínimo de 98% de arena de sílice pura; sin embargo, para metales con puntos de fusión más bajos, como hierro fundido y metales no ferrosos, se puede usar una arena de menor pureza (entre 94 y 98 % de pureza).
La arena de sílice es la arena más utilizada debido a su gran abundancia y, por lo tanto, a su bajo coste (ahí está su mayor ventaja). Sus desventajas son la alta expansión térmica, que puede causar defectos de fundición con metales de alto punto de fusión, y la baja conductividad térmica, que puede conducir a una fundición poco sólida. Tampoco se puede usar con ciertos metales básicos porque interactuará químicamente con el metal y formará defectos en la superficie. Finalmente, libera partículas de sílice durante el vertido, lo que genera riesgo de silicosis en los trabajadores de la fundición.
Arena olivina
El olivino es una mezcla de ortosilicatos de hierro y magnesio del mineral dunita. Su principal ventaja es que no contiene sílice, por lo que se puede utilizar con metales básicos, como los aceros al manganeso. Otras ventajas incluyen una baja expansión térmica, alta conductividad térmica y alto punto de fusión. Finalmente, es más seguro de usar que la sílice, por lo que es popular en Europa.
Arena de cromita
La arena de cromita es una solución sólida de espinelas. Sus ventajas son un bajo porcentaje de sílice, un punto de fusión muy alto (1850 °C (3360 °F)) y una conductividad térmica muy alta. Su desventaja es su costo, por lo tanto, solo se usa con fundición de acero de aleación costosa y para hacer núcleos.
Arena de circón
La arena de circón es un compuesto de aproximadamente dos tercios de óxido de circonio (Zr 2 O) y un tercio de sílice. Tiene el punto de fusión más alto de todas las arenas base a 2600 °C (4710 °F), una expansión térmica muy baja y una conductividad térmica alta. Debido a estas buenas propiedades, se usa comúnmente para fundir aceros aleados y otras aleaciones costosas. También se utiliza como lavado de moldes (un revestimiento que se aplica a la cavidad de moldeo) para mejorar el acabado de la superficie. Sin embargo, es caro y no está fácilmente disponible.
Arena de chamota
La chamota se fabrica calcinando arcilla refractaria (Al 2 O 3 -SiO 2) a más de 1100 °C (2010 °F). Su punto de fusión es de 1.750 °C (3.180 °F) y tiene una baja expansión térmica. Es la segunda arena más barata, sin embargo, sigue siendo el doble de cara que la sílice. Sus desventajas son los granos muy gruesos, que dan como resultado un mal acabado superficial, y se limita al moldeado en arena seca. Los lavados de molde se utilizan para superar los problemas de acabado superficial. Esta arena se suele utilizar para fundir piezas de trabajo de acero de gran tamaño.
Otros materiales
Los métodos modernos de producción de fundición pueden fabricar moldes delgados y precisos, de un material superficialmente parecido al papel maché, como el que se usa en los cartones de huevos, pero que es de naturaleza refractaria, que luego se sostienen con algún medio, como arena seca rodeada por un caja, durante el proceso de fundición. Debido a la mayor precisión, es posible hacer fundiciones más delgadas y, por lo tanto, más livianas, porque no es necesario que haya metal adicional para permitir variaciones en los moldes. Estos métodos de fundición en molde delgado se han utilizado desde la década de 1960 en la fabricación de bloques de motor y culatas de cilindros de hierro fundido para aplicaciones automotrices.
Carpetas
Los aglutinantes se agregan a una base de arena para unir las partículas de arena (es decir, es el pegamento que mantiene unido el molde).
Arcilla y agua
Una mezcla de arcilla y agua es el aglutinante más utilizado. Hay dos tipos de arcilla comúnmente utilizados: bentonita y caolinita, siendo la primera la más común.
Aceite
Los aceites, como el aceite de linaza, otros aceites vegetales y aceites marinos, solían usarse como aglutinantes, sin embargo, debido a su creciente costo, se han eliminado en su mayoría. El aceite también requirió un horneado cuidadoso a 100 a 200 ° C (212 a 392 ° F) para curar (si se sobrecalienta, el aceite se vuelve quebradizo y se desperdicia el molde).
Resina
Los aglutinantes de resina son gomas naturales o sintéticas de alto punto de fusión. Los dos tipos comunes utilizados son resinas de urea formaldehído (UF) y fenol formaldehído (PF). Las resinas PF tienen una mayor resistencia al calor que las resinas UF y cuestan menos. También hay resinas de fraguado en frío, que usan un catalizador en lugar de calor para curar el aglutinante. Los aglutinantes de resina son bastante populares porque se pueden lograr diferentes propiedades al mezclarlos con varios aditivos. Otras ventajas incluyen buena colapsabilidad, baja gasificación y dejan un buen acabado superficial en la fundición.
El MDI (diisocianato de metileno difenilo) también es una resina aglutinante de uso común en el proceso de núcleo de fundición.
Silicato de sodio
El vidrio soluble (silicato de sodio [Na 2 SiO 3 o (Na 2 O)(SiO 2)]) es un aglutinante de alta resistencia que se utiliza con arena de moldeo de sílice tanto para machos como para moldes. Para curar una mezcla de arena finamente molida (p. ej., usando una trituradora de arena) y 3 a 4% de silicato de sodio, se usa el aglutinante, gas dióxido de carbono (CO 2). La mezcla se expone al gas a temperatura ambiente reaccionando de la siguiente manera:<img src="https://wikimedia.org/api/rest_v1/media/math/render/svg/7e1c23769d30fe5dbdbaa4e0f6f2b5c0bd3083e9" alt="{displaystyle {ce {{Na2O(SiO2)}+ CO2 {Na2CO3}+ {2SiO2}+ Calor}}}">
La ventaja de este aglutinante es que se puede usar a temperatura ambiente y es rápido. La desventaja es que su alta resistencia conduce a dificultades de desmoldeo y posiblemente a desgarros calientes en el colado. La mezcla de silicato de sodio y arena también se puede calentar con una pistola de aire caliente para lograr una mejor rigidez.
Aditivos
Se agregan aditivos a los componentes de moldeo para mejorar: el acabado de la superficie, la resistencia en seco, la refractariedad y las "propiedades de amortiguación".
Se puede agregar hasta un 5% de agentes reductores, como polvo de carbón, brea, creosota y aceite combustible, al material de moldeo para evitar la humectación (prevención de que el metal líquido se adhiera a las partículas de arena, dejándolas así en la superficie de fundición), mejorar el acabado de la superficie, disminuir la penetración del metal y los defectos por quemado. Estos aditivos logran esto creando gases en la superficie de la cavidad del molde, lo que evita que el metal líquido se adhiera a la arena. Los agentes reductores no se utilizan con la fundición de acero porque pueden cementar el metal durante la fundición.
Se puede agregar hasta un 3% de "material de amortiguación", como harina de madera, aserrín, cáscaras en polvo, turba y paja, para reducir los defectos de formación de costras, desgarro en caliente y grietas en caliente al fundir metales a alta temperatura. Estos materiales son beneficiosos porque el quemado cuando se vierte el metal crea pequeños huecos en el molde, lo que permite que las partículas de arena se expandan. También aumentan la colapsabilidad y reducen el tiempo de desmoldeo.
Se puede usar hasta un 2 % de aglutinantes de cereales, como dextrina, almidón, lejía de sulfito y melaza, para aumentar la resistencia en seco (la resistencia del molde después del curado) y mejorar el acabado de la superficie. Los aglutinantes de cereales también mejoran la colapsabilidad y reducen el tiempo de desmoldeo porque se queman cuando se vierte el metal. La desventaja de los aglutinantes de cereales es que son caros.
Se puede usar hasta un 2 % de polvo de óxido de hierro para evitar el agrietamiento del molde y la penetración del metal, lo que esencialmente mejora la refractariedad. La harina de sílice (sílice fina) y la harina de circón también mejoran la refractariedad, especialmente en fundiciones ferrosas. La desventaja de estos aditivos es que reducen en gran medida la permeabilidad.
Compuestos de despedida
Para sacar el patrón del molde, antes de la fundición, se aplica un compuesto de separación al patrón para facilitar la extracción. Pueden ser un líquido o un polvo fino (diámetros de partículas entre 75 y 150 micrómetros (0,0030 y 0,0059 pulgadas)). Los polvos comunes incluyen talco, grafito y sílice seco; los líquidos comunes incluyen aceite mineral y soluciones de silicona a base de agua. Estos últimos se usan más comúnmente con patrones de metal y madera grandes.
Historia
Los moldes de arcilla se utilizaron en la antigua China desde la dinastía Shang (c. 1600 a 1046 a. C.). El famoso Houmuwu ding (c. 1300 a. C.) se hizo con moldes de arcilla.
El rey asirio Senaquerib (704-681 a. C.) fundió bronces masivos de hasta 30 toneladas y afirma haber sido el primero en utilizar moldes de arcilla en lugar del método de "cera perdida":
Mientras que en otros tiempos los reyes mis antepasados habían creado estatuas de bronce imitando formas de la vida real para exhibirlas dentro de sus templos, pero en su método de trabajo habían agotado a todos los artesanos, por falta de habilidad y por no entender los principios que necesitaban. tanto aceite, cera y sebo para la obra, que causaron escasez en sus propios países—Yo, Senaquerib, líder de todos los príncipes, conocedor de toda clase de trabajo, tomé muchos consejos y profunda reflexión para hacer ese trabajo. Grandes pilares de bronce, colosales leones andantes, como ningún rey anterior había construido antes que yo, con la habilidad técnica que Ninushki llevó a la perfección en mí, y al impulso de mi inteligencia y el deseo de mi corazón inventé una técnica para bronce y lo hizo hábilmente. Creé moldes de arcilla como por inteligencia divina.... doce fieros colosos-leones junto con doce poderosos colosos-toros que eran piezas fundidas perfectas... Les eché cobre una y otra vez; Hice las piezas fundidas tan hábilmente como si solo hubieran pesado medio siclo cada una.
El método de moldeo por fundición en arena fue registrado por Vannoccio Biringuccio en su libro publicado alrededor de 1540.
En 1924, Ford Motor Company estableció un récord al producir 1 millón de automóviles, consumiendo en el proceso un tercio de la producción total de fundición en los EE. UU. A medida que crecía la industria automotriz, crecía la necesidad de una mayor eficiencia de fundición. La creciente demanda de piezas fundidas en la creciente industria de construcción de automóviles y maquinaria durante y después de la Primera Guerra Mundial y la Segunda Guerra Mundial estimuló nuevos inventos en mecanización y posterior automatización de la tecnología del proceso de fundición en arena.
No hubo un cuello de botella para una producción de fundición más rápida, sino varios. Se realizaron mejoras en la velocidad de moldeo, la preparación de arena de moldeo, la mezcla de arena, los procesos de fabricación de núcleos y la velocidad de fusión lenta del metal en los hornos de cubilote. En 1912, la empresa estadounidense Beardsley & Piper inventó el lanzador de arena. En 1912, Simpson Company comercializó la primera mezcladora de arena con arados giratorios montados individualmente. En 1915, comenzaron los primeros experimentos con arcilla de bentonita en lugar de arcilla refractaria simple como aditivo de unión a la arena de moldeo. Esto aumentó enormemente la resistencia en verde y en seco de los moldes. En 1918, entró en producción la primera fundición totalmente automatizada para la fabricación de granadas de mano para el Ejército de los EE. UU. En la década de 1930, se instaló el primer horno eléctrico sin núcleo de alta frecuencia en los EE. UU. En 1943, El hierro dúctil se inventó agregando magnesio al hierro gris ampliamente utilizado. En 1940, se aplicó la recuperación térmica de arena para arenas de moldeo y machos. En 1952, se desarrolló el "proceso D" para fabricar moldes de cáscara con arena fina pre-revestida. En 1953, se inventó el proceso de arena para machos en caja caliente en el que los machos se curan térmicamente. En 1954, un nuevo aglutinante central: vidrio de agua (silicato de sodio), endurecido con CO2 del aire ambiente, salió
En la década de 2010, la fabricación aditiva comenzó a aplicarse a la preparación de moldes de arena en la producción comercial; en lugar de que el molde de arena se forme empaquetando arena alrededor de un patrón, se imprime en 3D.
Contenido relacionado
Videojuego de rol multijugador masivo en línea
Síntesis de voz
Bloqueo de desplazamiento